
กลึงงานบนเครื่องกัด เพิ่มประสิทธิภาพ ลดต้นทุน ใช้ D’ANDREA TA-Center
- Share :



- 2,587 Reads
ปัจจุบันอุตสาหกรรมการผลิตด้วยกระบวนการตัดเฉือน ชิ้นงานจะมีความซับซ้อนทั้งในด้านการผลิตและการออกแบบ รวมทั้งต้องคำนึงถึงประสิทธิภาพในการผลิตให้มีต้นทุนการผลิตที่ต่ำที่สุด เพื่อรักษาความสามารถในด้านการแข่งขัน ปัญหาที่สำคัญของการผลิตด้วยเครื่องกลึงหรือการคว้านรูที่สร้างความหนักใจและทำให้เกิดต้นทุนที่สูง ซึ่งผู้ผลิตต่างเผชิญอยู่ ได้แก่
- การนำชิ้นงานขนาดใหญ่ขึ้นไปจับบนเครื่องกลึง การจับยึดจะใช้เวลานานและการปรับตั้งตำแหน่งให้เที่ยงตรงทำได้ยากและเสียเวลา ด้วยข้อจำกัดของขนาดชิ้นงานและเครื่องจักรทำให้ไม่สามารถใช้ความเร็วรอบสูง ๆ ได้ ทำให้ความเร็วตัดที่ใช้งานจะต่ำกว่าประสิทธิภาพที่ควรจะเป็นอย่างมาก จำเป็นต้องลดความเร็วรอบให้ต่ำลงตามกำลังของเครื่องและขนาดของชิ้นงาน ซึ่งก็ทำให้เสียเวลาในการผลิตเพิ่มขึ้นอีกด้วย
- งานที่มีรูปร่างกลม การทำงานในลักษณะงานกลึงที่ใช้มีดตัดหรือชิ้นงานเป็นตัวหมุนจะได้คุณภาพในเรื่องค่าความกลม คุณภาพของผิวงาน ความร่วมศูนย์ของส่วนต่าง ๆ ที่ดีกว่าการใช้วิธีการกัดงานเป็นอย่างมาก และมีต้นทุนด้านการผลิตที่ต่ำกว่าอีกด้วย
- เมื่อเครื่องจักรมีขนาดใหญ่แต่ต้องกลึงงานขนาดเล็ก ทำให้คุณภาพการผลิตต่ำกว่ามาตรฐาน สาเหตุจากเครื่องจักรไม่สามารถใช้ความเร็วรอบสูงตามมาตรฐานของเครื่องได้ ส่งผลให้คุณภาพของผิวชิ้นงานและการควบคุมด้านขนาดทำได้ต่ำกว่ามาตรฐาน ทั้งยังทำให้เครื่องมือตัดที่ใช้มีอายุการใช้งานที่สั้นลงกว่าที่ควรจะเป็น
- การนำชิ้นงานขนาดใหญ่ไปทำงานบนเครื่องกลึง ทำให้ต้องใช้เครื่องกลึงที่มีหัวจับขนาดใหญ่ตามไปด้วย ส่งผลต่อต้นทุนการผลิตที่สูงขึ้น ถึงแม้ว่าบริเวณที่ต้องทำการกลึงจะเป็นพื้นที่เล็ก ๆ ก็ตาม ดังนั้น หากสามารถเปลี่ยนวิธี โดยนำชิ้นงานไปทำงานบนเครื่องกัดซึ่งมีขนาดเล็กและใช้อุปกรณ์พิเศษเพิ่มเติมก็จะทำให้ต้นทุนค่าเครื่องจักรและต้นทุนการผลิตลดต่ำลง

- งานทำร่อง โปรไฟล์ หรือ Undercut ง่าย ๆ ที่จำเป็นต้องส่งต่อเพื่อใช้เครื่องจักรขั้นสูงและมีราคาแพงในการผลิต แทนการใช้เครื่องจักร CNC พื้นฐานเพื่อผลิตต่อเนื่องในขั้นตอนเดียวกัน
D’ANDREA เห็นความสำคัญของการผลิตโดยใช้วิธีการกลึงบนเครื่องกัด ได้พัฒนาเครื่องมือพิเศษเพื่อแก้ปัญหาตามที่ได้กล่าวถึง เพื่อให้กระบวนการผลิตทำงานได้มีประสิทธิภาพสูงขึ้นภายใต้คอนเซ็ปต์ “เทคโนโลยีงานกลึงบนเครื่องกัด”(Turning Operation on Machining Center) หรือ TA-Center

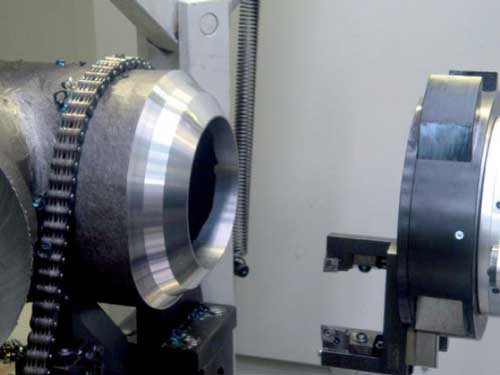
การทำงานโดยพื้นฐานของ TA-Center เป็นการทำงานกลึงบนเครื่องกัด โดยมีดตัดเป็นตัวหมุนส่วนชิ้นงานอยู่กับที่ สามารถทำงานกลึงรูปทรงภายนอกและงานคว้านรูใน ทำงานได้ทั้งงานรูปทรงกระบอกตรง งานเตเปอร์ รูปทรงโปรไฟล์ การควบคุมการเคลื่อนที่ของมีดกลึง (มีดคว้าน) อาศัยการสั่งงานของเครื่องกัดโดยใช้แกน “U” ซึ่งจะช่วยให้สามารถทำงานได้ครอบคลุมเรื่องต่าง ๆ ดังนี้
- งานกลึงปลอกทั้งภายนอกและรูใน
- งานกลึงปาดหน้า
- การคว้านรูในทั้งรูทรงกระบอกและเตเปอร์
- การทำเกลียวนอกและเกลียวใน
- การทำร่อง
- การกลึงโปรไฟล์หรือขึ้นรูปผิวโค้ง

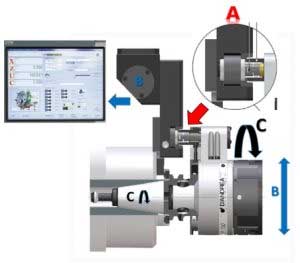
U-Drive Motor Drive Unit เป็นอุปกรณ์ที่ต่อจากแกนเพลาขับของเครื่องกัด เพื่อควบคุมการทำงานของชุดหัวคว้าน สามารถปรับแต่งการติดตั้งได้หลากหลายตามลักษณะของเครื่องกัด ทั้งเครื่องแนวตั้งและเครื่องแนวนอน สามารถนำไปติดตั้งเข้ากับแผ่นจับยึดของหัวเครื่องกัดได้อย่างสะดวก

Command Unit เป็นอุปกรณ์ที่ทำให้ TA-Center ทำงานร่วมกับแกน “U” ซึ่งเป็นการควบคุมจากการสั่งงานของเครื่อง CNC กรณีที่เครื่องจักรบางรุ่นที่ไม่สามารถพ่วงเข้าหาแกน CNC ได้ ก็สามารถรับสัญญาณโดยตรงจาก Motor เข้าสู่ตัวรีโมทคอนโทรล และใช้วิธีการควบคุมตำแหน่งด้วยสัญญาณเริ่มทำงานจากคำสั่ง “M-Function” ของเครื่อง

การหล่อเย็น (Coolant) น้ำหล่อเย็นจะส่งจากแกนกลางของเครื่องจักรและกระจายออกสู่พื้นที่ทำงานผ่านหัวฉีดน้ำ 2 หัวซึ่งปรับตั้งได้ จะช่วยทำให้อายุการใช้งานของมีดตัดนานขึ้น ใช้ความเร็วตัดได้เหมาะสมและได้ผิวสำเร็จของงานที่ดี น้ำหล่อเย็นจะไม่ทำสร้างความเสียหายให้กับ TA-Center และอุปกรณ์ภายในโดยมีซีลป้องกัน ซึ่งจะทนต่อแรงดันน้ำหล่อเย็นได้สูงถึง 40 บาร์

การสมดุล (Balancing) TA-Center ถูกออกแบบให้มีตัวถ่วงน้ำหนักอัตโนมัติ ซึ่งจะเคลื่อนที่ในทิศทางตรงข้ามกับการเลื่อนของด้ามมีดคว้าน ทำให้การหมุนมีความสมดุล ใช้ความเร็วรอบสูงๆได้โดยไม่เกิดการสั่น
ตัวอย่างการทำงานด้วยระบบ TA-Center

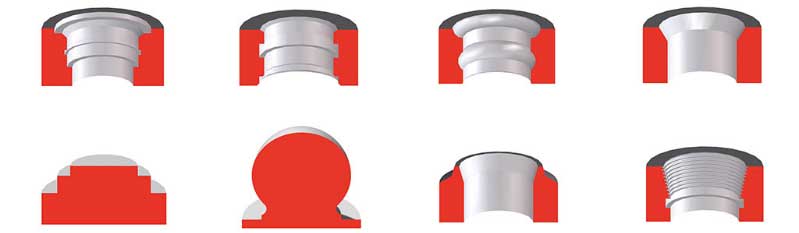
ชิ้นงานที่เหมาะกับการใช้งานของ TA-Center ได้แก่ชิ้นงานที่ควรจะผลิตด้วยการกลึงแทนที่จะใช้การกัด จะทำให้มีต้นทุนผลิตที่ต่ำกว่า ควบคุมคุณภาพได้ดีกว่าการใช้เครื่องกัดในการผลิต ตัวอย่างชิ้นงานที่มีรูปทรงภายนอกและภายในไม่ใช่ทรงกระบอกตรง มี Undercut หรือการทำเกลียวทั้งภายนอกและผิวภายใน แม้กระทั่งงานที่ต้องการความเที่ยงตรงหรือความร่วมศูนย์สูงๆ การผลิตที่จบในการจับยึดชิ้นงานในครั้งเดียวจะดีกว่าที่ต้องถอดชิ้นงานแล้วนำไปผลิตกับเครื่องจักรอื่นอีกครั้ง

ชิ้นงานที่ต้องการคว้านรูลักษณะที่ไม่ใช้รูตรงทรงกระบอก หรือภายในมี Undercut TA-Center จะช่วยในการผลิตให้มีต้นทุนการผลิตที่ต่ำลง ลดการเปลี่ยนเครื่องจักร ชิ้นงานที่ได้มีความแม่นยำที่สูงขึ้น เพราะสามารถผลิตได้ภายในเครื่องจักรเดียวกันหรือจบงานในขั้นตอนเดียว

ชิ้นงานแผ่นที่ต้องการรูคว้านที่เป็นเตเปอร์หรือ Undercut ภายใน สามารถที่จะผลิตได้ง่ายด้วยเครื่องกัด แทนที่จะต้องนำไปใช้เครื่องกลึง หรือเครื่องจักรประเภทอื่นในการผลิต

งานที่ต้องทำงานบนเครื่องกลึงซึ่งการจับยึดจะทำได้ยากและไม่แข็งแรง ชิ้นงานแบบนี้ที่นอกจากจะเสียเวลาในการจับยึดที่นานกว่าปกติแล้ว การทำงานยังต้องทำด้วยความระมัดระวังนุ่มนวล ซึ่งทำให้ต้องใช้เวลานานกว่าปกติ ถ้าเปลี่ยนมาทำงานบนเครื่องกัดจะสามารถแก้ปัญหาดังกล่าวและทำงานได้รวดเร็วขึ้น

ตัวอย่างชิ้นงานที่ผลิตด้วยกระบวนการกลึง (คว้านรู) มีรูปร่างซึ่งไม่ใช่รูทรงกระบอกตรงเพียงอย่างเดียว ซึ่งนอกจากจะลดต้นทุนการผลิตแล้วยังได้ความเที่ยงตรงที่สูงกว่างานกัดด้วย

ตัวอย่างการจับยึดและการทำงานกลึงบนเครื่องกัด ที่ช่วยให้การจับยึดทำได้อย่างมั่นคง และการทำงานทำได้สะดวกขึ้น เช่นการคว้านรูบ่าด้านหลังภายในของรูคว้าน

ชิ้นงานขนาดใหญ่ที่ต้องการความร่วมศูนย์ของรูในและผิวเตเปอร์ภายนอก การใช้กระบวนการกลึงจะทำได้ง่ายขึ้นและควบคุมคุณภาพได้ดีกว่าการกัด อีกทั้งยังได้ผิวงานที่มีความละเอียดขึ้น และต้นทุนการผลิตที่ต่ำลง
TA -Center คือหนึ่งในโซลูชั่นที่จะช่วยลูกค้าในการลดกระบวนการผลิต และตอบโจทย์การพัฒนา ปรับปรุงกระบวนการผลิต หากต้องการข้อมูลเพิ่มเติมในส่วนของรายละเอียดและวิธีการใช้งาน ทีมงานวิศวกรฝ่ายขายยินดีให้คำแนะนำลูกค้าเพิ่มเติมครับ
สนใจสอบถามเพิ่มเติมที่
Factory Max Co., Ltd.
บริษัท แฟ็คทอรี่ แม๊กซ์ จำกัด
โทร. 02-333-8888
www.factorymax.co.th
Line: @Factorymax






.png)
