แม่พิมพ์ปั๊มแบบเปลี่ยน-ติดตั้งเร็ว (Quick Die Change type dies)
- Share :



- 16,677 Reads
วิธีการพัฒนางานที่เป็นที่รู้จักกันดีอย่างหนึ่งนั้นก็คือการเตรียมถอดเปลี่ยน-ติดตั้งแม่พิมพ์อย่างรวดเร็ว (Quick Die Change : QDC) โดยกรณีที่ติดตั้งแม่พิมพ์ที่มีชื่อเรียกเป็น “mold” ซึ่งแยกเป็นคนละกลุ่มกับ “die” อาจจะเรียกเป็น Quick Mold Change : QMC ให้ตรงกันกับชนิดของแม่พิมพ์แบบที่เรียกว่า “โมลด์” ก็มีใช้อยู่เช่นกัน รวมทั้งวิธีการเตรียมเปลี่ยน-ติดตั้งแม่พิมพ์อย่างรวดเร็วด้วยสัมผัสเดียว (One Touch Exchange of Die : OTED) ซึ่งต่างก็ได้มีการนำวิธีการดังกล่าวไปประยุกต์ใช้กับงานอื่น ๆ อย่างแพร่หลาย เพราะว่าสามารถช่วยเพิ่มประสิทธิภาพในการใช้งานเครื่องจักรและอุปกรณ์ ช่วยเพิ่มผลผลิต ลดต้นทุนการผลิต สามารถเปลี่ยน-ติดตั้งแม่พิมพ์ได้มากครั้งกว่าในเวลาที่เท่ากัน ผลิตในปริมาณที่น้อยกว่าได้ในแต่ละครั้ง หรือแต่ละล็อตการผลิต มีปริมาณของคงคลังที่ต่ำกว่า มีคุณภาพที่ดีกว่า มีความสูญเสียน้อย เกิดความเครียดในการทำงานน้อยกว่า ช่วยส่งเสริมการทำงานเป็นทีม เพิ่มความคล่องตัว-ยืดหยุ่นในการผลิต และขีดความสามารถในการแข่งขัน และผลดีอื่น ๆ อีกมาก แต่อย่างไรก็ตามในที่นี้จะกล่าวถึง แม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปแบบเปลี่ยน-ติดตั้งเร็วหรืออาจเรียกสั้นๆ เป็นแม่พิมพ์ปั๊มแบบเปลี่ยน-ติดตั้งเร็ว (Quick Die Change type dies) ซึ่งเป็นแม่พิมพ์ที่จะช่วยให้การเปลี่ยน-ติดตั้งแม่พิมพ์รวดเร็วยิ่งขึ้นและลดเวลาที่ใช้ลงได้ มีต้นทุนของแม่พิมพ์ต่ำลง รวมทั้งสามารถทำให้แม่พิมพ์มีขนาดและน้ำหนักลดลงได้มากกว่าเดิมอีกด้วย สำหรับจุดเด่นที่สุดของวิธีนี้ก็คือ ความสามารถในการตอบสนองต่อการผลิตที่มีจำนวนความหลากหลายของชนิดชิ้นงานมาก ๆ แต่ต้องการผลิตด้วยปริมาณน้อย ๆ ซึ่งแม่พิมพ์ปั๊มแบบเปลี่ยน - ติดตั้งเร็วนี้สามารถรองรับได้เป็นอย่างดี โดยจะใช้แผ่นรองรับและยึดชิ้นส่วนของแม่พิมพ์ที่มีขนาดคงที่ร่วมกัน จึงทำให้ในระหว่างการผลิตและนำแม่พิมพ์ไปใช้งานนั้นมีการจัดเก็บ รวมทั้งการดูแลรักษาได้อย่างมีประสิทธิภาพ ดังรายละเอียดต่อไปนี้
ชุดเปลี่ยนแม่พิมพ์ด้วยความรวดเร็ว (Quick Die Change unit)
การเตรียมถอดเปลี่ยน-ติดตั้งแม่พิมพ์ด้วยความรวดเร็วภายในเวลาหลักหน่วย (Single Minute Exchange of Die : SMED) นั้น จะมีแนวคิดดำเนินการที่หลากหลายแตกต่างกันไปในรายละเอียด ตามแต่ละชนิดและลักษณะโครงสร้างแม่พิมพ์ที่ใช้สำหรับผลิตผลิตภัณฑ์หรือชิ้นงาน {เป็นแม่พิมพ์ฉีดขึ้นรูปพลาสติกหรือฉีดขึ้นรูปซิลิโคนทั้งเป็นแม่พิมพ์แบบที่ไม่มีหรือมีส่วนของ “รันเนอร์ (runner)” หรือ “ทางวิ่ง” ภายในแม่พิมพ์ ซึ่งอาจต้องใช้อุปกรณ์ให้ความร้อน-หล่อเย็นที่แตกต่างกันไป เป็นแม่พิมพ์หล่อฉีดขึ้นรูปจากน้ำโลหะหรือเป็นแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปวัสดุเป็นต้น} ความยืดหยุ่นและรูปแบบการนำแม่พิมพ์มาใช้ในการผลิตขององค์กรนั้นๆ (รับจ้างผลิตชิ้นงานเท่านั้นโดยใช้แม่พิมพ์ที่มีอยู่แล้วของลูกค้า การออกแบบ-ผลิตแม่พิมพ์ และใช้แม่พิมพ์ดังกล่าวผลิตชิ้นงานด้วยหรืออื่นๆ) หรือขนาด-น้ำหนักที่แตกต่างกันของแม่พิมพ์นั้นๆ เป็นต้น สำหรับในกรณีที่เป็นแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปวัสดุ ก็อาจจะเลือกใช้ชุดเปลี่ยนแม่พิมพ์ด้วยความรวดเร็ว เพื่อทำให้การผลิตสามารถส่งมอบด้วยเวลาสั้นๆ ได้ ซึ่งอุปกรณ์นี้จะเป็นโครงสร้างที่มีชุดโครงแม่พิมพ์หรือดายเซ็ตเป็นแบบสำหรับติดตั้งแม่พิมพ์เข้าไปภายในได้ด้วยการเปลี่ยนเพียงส่วนเฉพาะที่อยู่ภายในแม่พิมพ์เท่านั้น ส่วนการกำหนดตำแหน่งจะอาศัยหมุดกำหนดตำแหน่งหรือที่ตั้ง (locating pin หรือ location pin) ที่อาจเรียกได้ว่าเป็นหมุดแบบที่ปรับเลื่อนได้ แต่ในกรณีที่เป็นหมุดแบบที่มีความคลอน-ให้ตัวได้ก็จะทำให้ไม่สามารถนำมาใช้กับแม่พิมพ์ที่มีเคลียแรนซ์ (ช่องว่างระหว่างชิ้นส่วนพันช์-ดายของแม่พิมพ์) ที่มีค่าน้อยๆ ได้ จึงต้องเพิ่มความเที่ยงตรงและแม่นยำของแม่พิมพ์ด้วยการใช้แกนนำทางภายใน (inner guide หรือ stripper guide pin หรือ guide pin หรือ guide post) เข้ามาใช้ร่วมอยู่ภายในแม่พิมพ์อีกด้วยจึงจะสามารถนำมาใช้กับแม่พิมพ์ที่มีเคลียแรนซ์น้อยๆ ได้
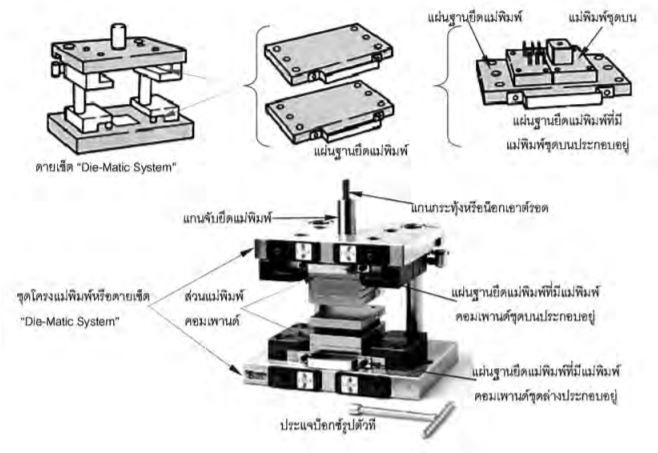
อย่างไรก็ตามไม่ได้หมายความว่าเพียงแต่มีการใช้ชิ้นส่วนแกนนำทางภายในอยู่ภายในแม่พิมพ์แล้วจะเพียงพอสำหรับการตัดเฉือนของแม่พิมพ์ที่มีเคลียแรนซ์น้อยๆ แต่ว่าจะต้องพิจารณาเลือกใช้ชิ้นส่วนแกนนำทางภายในที่ใช้สำหรับแม่พิมพ์ที่มีความแม่นยำด้วย และการสั่งซื้อชิ้นส่วนนำทางนี้มาใช้แนะนำให้สั่งซื้อเป็นชุดที่มีทั้งส่วนที่เป็นแกน และปลอกประกอบซึ่งเข้าคู่อยู่ด้วยกันด้วยค่าเคลียแรนซ์ 3-7 ไมครอน (ไมโครเมตร) หรือมีเคลียแรนซ์เท่ากับ 0.003-0.007 มิลลิเมตร ตามความต้องการในการใช้งาน สำหรับแม่พิมพ์ปั๊มแบบเปลี่ยน-ติดตั้งเร็วดังที่แสดงในรูป ที่ 1 นั้นจะประกอบด้วยส่วนจับยึดเร็ว (QDC holder) กับส่วนแม่พิมพ์ปั๊มที่เปลี่ยน-ติดตั้งได้เร็ว (QDC die) อยู่ด้วย
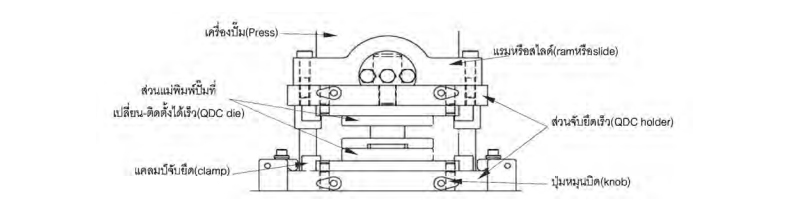
รูปที่ 1 ลักษณะของแม่พิมพ์ปั๊มแบบเปลี่ยน-ติดตั้งเร็วที่จับยึดอยู่กับเครื่องปั๊ม ซึ่งประกอบด้วยชุดโครงแม่พิมพ์หรือดายเซ็ตที่เป็นส่วนจับยึดเร็ว
(ชุดเปลี่ยนแม่พิมพ์ด้วยความรวดเร็วซึ่งสามารถนำไปใช้ร่วมกันกับหลายๆ แม่พิมพ์ได้) และส่วนแม่พิมพ์ปั๊มที่เปลี่ยน-ติดตั้งได้เร็วประกอบอยู่
จากในรูปที่ 1 ส่วนจับยึดเร็วนี้จะเป็นชุดโครงแม่พิมพ์ หรือดายเซ็ตที่มีแคลมป์จับยึดและหมุดกำหนดตำแหน่งที่ตั้งซึ่งหมุดกำหนดตำแหน่งที่ตั้งนี้จะเลื่อนขึ้น-ลงได้โดยการหมุน “ปุ่มหมุนบิด (knob)” และอาจจะเปรียบเสมือนว่าหมุดกำหนดตำแหน่งที่ตั้งนี้ทำหน้าที่เป็นหมุดกำหนดตำแหน่งอย่างที่เรียกว่า “โดเวลพิน” หรือ “น็อกพิน” (dowel pin หรือ knock pin) ซึ่งใช้สำหรับประกอบส่วนชุดโครงแม่พิมพ์นี้เข้ากับตัวแม่พิมพ์ เพียงแต่ว่าหมุดกำหนดตำแหน่งที่ตั้งนี้จะเป็นแบบที่เลื่อนเคลื่อนที่ได้เท่านั้น ส่วนแคลมป์จับยึดอาจจะเป็นแบบที่ใช้กลไกแบบไฮดรอลิกหรือแบบอื่นๆ ซึ่งทั้งหมดต่างก็ล้วนพยายามที่จะทำขึ้นมาด้วยแนวคิดที่ทำให้สามารถทำการจับยึดได้ง่ายภายในสัมผัสเดียว
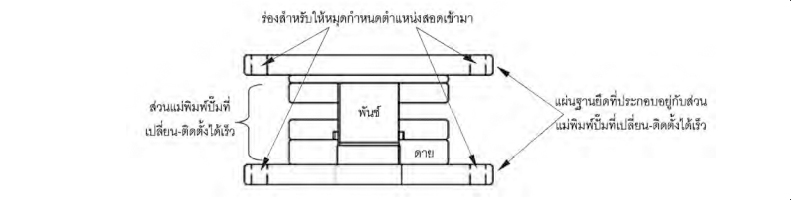
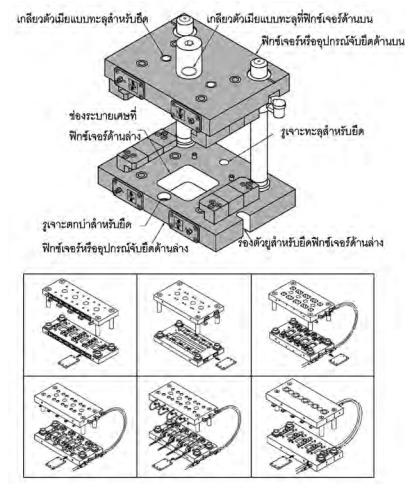
รูปที่ 2 แม่พิมพ์ปั๊มที่เปลี่ยน-ติดตั้งได้เร็ว (QDC DIE) ซึ่งมีแผ่นฐานยึดประกอบเข้ากับส่วนของแม่พิมพ์ด้วย โดยภายในแผ่นฐานยึดนี้จะมีร่องสำหรับให้หมุดกำหนดตำแหน่งที่ตั้งของชุดเปลี่ยนแม่พิมพ์
ด้วยความรวดเร็วที่ประกอบอยู่กับเครื่องปั๊มนั้นสามารถเลื่อนสอดเข้ามากำหนดตำแหน่งในขณะทำการติดตั้งได้
ส่วนแม่พิมพ์ปั๊มที่เปลี่ยน-ติดตั้งได้เร็ว (QDC die) ในรูปที่ 2 นั้นจะมีแผ่นฐานยึด (base plate) ที่ใช้สำหรับทำการประกอบ โดยแผ่นฐานยึดนี้จะประกอบเข้าคู่กับหมุดกำหนดตำแหน่งของชุดเปลี่ยน-ติดตั้งแม่พิมพ์เร็ว ซึ่งแม่พิมพ์ปั๊มที่เปลี่ยน-ติดตั้งได้เร็วนี้จะช่วยทำให้สามารถเปลี่ยน-ติดตั้งแม่พิมพ์ในเวลาอันสั้น และทำให้ต้นทุนในการผลิตแม่พิมพ์ถูกลงได้ โดยได้รับการคิดประดิษฐ์ขึ้นเพื่อตอบสนองกับรูปแบบการผลิตใหม่ๆ ที่มีความต้องการผลิตชิ้นงานที่แตกต่างกันไปในปริมาณการผลิตน้อยๆ ตลอดจนเปลี่ยนมาทำให้แม่พิมพ์มีขนาด-รูปร่างที่เล็กลงแล้ว ทำให้ผู้ปฏิบัติงานสามารถถือหรือยกย้ายด้วยมือได้แล้วนำมาใช้แทนแม่พิมพ์แบบที่ต้องยึดอยู่กับดายเซ็ตซึ่งทำให้มีน้ำหนักมากกว่าแล้วยากต่อการเปลี่ยน-ติดตั้งอย่างรวดเร็วมากกว่า ด้วยลักษณะโครงสร้างของระบบการเปลี่ยน-ติดตั้งเร็วตามที่อธิบายมาแล้วในขณะที่ทำการผลิตแม่พิมพ์ปั๊มที่เปลี่ยน-ติดตั้งได้เร็วนั้นเพื่อให้การประกอบเข้าคู่กันได้อย่างถูกต้องนั้น ก็มีความจำเป็นต้องใช้อุปกรณ์นำประกอบหรือจิ๊ก (Jig) มาช่วยในขณะประกอบด้วย
ด้วยแนวคิดในการเปลี่ยน-ติดตั้งแม่พิมพ์ด้วยเวลาสั้นๆ ได้นี้ จึงทำให้ได้รับความนิยมและนำไปประยุกต์ใช้กับการเปลี่ยน-ติดตั้งแม่พิมพ์ธรรมดา เพื่อให้บรรลุสู่การเปลี่ยน-ติดตั้งแม่พิมพ์ด้วยความรวดเร็วภายในเวลาหลักหน่วย (Single Minute Exchange of Die : SMED) ทำให้เกิดการพัฒนามากยิ่งขึ้น และด้วยแนวคิดในการเตรียมเปลี่ยน-ติดตั้งแม่พิมพ์ให้แล้วเสร็จภายในเวลาที่น้อยกว่า 10 นาทีที่กล่าวมานี้ ระยะความสูงปิดของแม่พิมพ์ที่เรียกว่าดายไฮต์ หรือ ดายชัตไฮต์ (die height หรือ die shut height) ระดับความสูงของระยะป้อนส่งวัสดุเข้าสู่แม่พิมพ์ (Feeding Level : FL หรือ pass line) เข้าสู่แม่พิมพ์ ความสูงในการจับยึด และวิธีการจับยึดของแคลมป์ วิธีการที่จะทำให้แม่พิมพ์ที่ติดตั้งเข้าไปได้ความขนานกันและอื่นๆ ซึ่งถือเป็นเรื่องที่สำคัญและต้องเป็นมาตรฐานเพื่อใช้ในการพัฒนานี้ด้วย
สำหรับแม่พิมพ์ปั๊มแบบเปลี่ยน-ติดตั้งเร็วนี้ จะมีทั้งแบบที่ได้ทำการพัฒนาและผลิตขึ้นใช้เองเป็นการภายในองค์กร และ หรือทำการผลิตเพื่อใช้-จำหน่ายไปพร้อมกันด้วย ส่วนตัวแทนจำหน่ายในประเทศไทยที่ใช้ชื่อเรียกทางการค้าว่า “Die-Matic System” นั้นก็คือบริษัท Futaba JTW (Thailand) ltd. ซึ่งมีลักษณะของดายเซ็ตที่ใช้ร่วมกับหลายๆ แม่พิมพ์แบบมาตรฐานดังรูปที่ 3
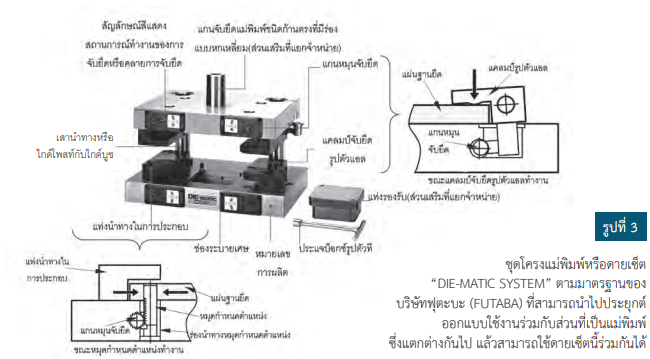
รูปที่ 3 ชุดโครงแม่พิมพ์หรือดายเซ็ต “DIE-MATIC SYSTEM” ตามมาตรฐานของบริษัทฟุตะบะ (FUTABA) ที่สามารถนำไปประยุกต์ออกแบบใช้งานร่วมกับส่วนที่เป็นแม่พิมพ์ซึ่งแตกต่างกันไป แล้วสามารถใช้ดายเซ็ตนี้ร่วมกันได้
ดายเซ็ต “Die-Matic System” มาตรฐานนี้จะมีส่วนแคลมป์จับยึดรูปตัวแอล และการเลื่อนหมุดกำหนดตำแหน่งขึ้นหรือลงด้วยการทำงานแบบกลไก มีช่องระบายเศษ หรือรูสำหรับให้เศษวัสดุจากการตัดเฉือนตกลอดทะลุผ่านช่องนี้ลงสู่ภาชนะรองรับด้านล่าง แต่อย่างไรก็ตามในกรณีที่ชุดแม่พิมพ์ซึ่งเปลี่ยนเข้าไปนั้นไม่จำเป็นต้องใช้จำเป็นต้องใช้ช่องระบายเศษ (slug hole) ก็สามารถนำแท่งรองรับมาประกอบเข้าไปแทนที่ได้ ซึ่งจะช่วยให้การรับแรงตัดเฉือน-ขึ้นรูปสำหรับแม่พิมพ์ดังกล่าวทำได้ดียิ่งขึ้น และนอกจากนี้แล้วที่ดายเซ็ตก็ยังมีสัญลักษณ์สีส้มและสีเขียว เพื่อแสดงสถานะของแกนหมุนจับยึดว่าอยู่ในตำแหน่งยึด หรือตำแหน่งคลายการจับยึด ซึ่งทำให้สามารถมองเห็นได้ง่ายด้วยตาเปล่าของผู้ปฏิบัติงานจากทางด้านหน้า จึงช่วยป้องกันความผิดพลาดและความเสียหายในการเปลี่ยน-ติดตั้งแม่พิมพ์ได้อีกทางหนึ่งด้วย
รูปที่ 4 ส่วนประกอบที่ต้องใช้งานร่วมกันของแม่พิมพ์ปั๊มแบบเปลี่ยน-ติดตั้งเร็วในระบบ “DIE-MATIC” ของบริษัท ฟุตะบะ (FUTABA) และตัวอย่างการใช้งานจริงของดายเซ็ตระบบนี้กับแม่พิมพ์รวมกระบวนการ หรือแม่พิมพ์คอมเพานด์ (COMPOUND DIE)
สำหรับดายเซ็ต “Die-Matic System”หรืออื่นๆ ที่มีลักษณะคล้ายกันนี้ ก็เปรียบได้กับอุปกรณ์จับยึดหรือฟิกซ์เจอร์ (fixture) อย่างหนึ่งที่ใช้ในการจับยึดส่วนแม่พิมพ์ปั๊มที่เปลี่ยน-ติดตั้งได้เร็วนั่นเอง และเพื่อให้เข้ากันและติดตั้งใช้งานกับเครื่องปั๊มและอุปกรณ์ที่ผู้ใช้อาจจะมีอยู่แล้ว หรือให้ตรงตามลักษณะการตัดเฉือน-ขึ้นรูปของแม่พิมพ์ชุดนั้นๆ ผู้ใช้งานก็สามารถเลือกกำหนดการตัดเฉือนเพิ่มเติม หรือสร้างให้มีความแตกต่างไปจากรูปแบบมาตรฐานแบบดั้งเดิมได้ โดยการเปลี่ยนแปลงและเพิ่มรหัสสำหรับใช้ในการสั่งซื้อตามที่ระบุในแค็ตตาล็อกสำหรับส่วนที่สามารถสั่งให้เปลี่ยนแปลงแก้ไขเพิ่มเติมได้ มีรายละเอียดดังรูปที่ 5
รูปที่ 5 ชุดโครงแม่พิมพ์หรือดายเซ็ต “DIE-MATIC SYSTEM” ของบริษัทฟุตะบะ (FUTABA) ที่สามารถเลือกกำหนดลักษณะรายละเอียดในทำการตัดเฉือนเพิ่มเติม ให้มีความแตกต่างไปจากรุ่นมาตรฐานได้
(รูปใหญ่ด้านบนสุด) ส่วนรูปเล็กด้านล่างเป็นรูปแบบดายเซ็ตที่มีให้เลือกนำไปออกแบบประยุกต์ใช้ในงานที่มีความต้องการรายละเอียดแตกต่างกันไป ซึ่งการจับยึดมีทั้งแบบกลไก และไฮดรอลิกส์
ที่มาของการพัฒนาชุดโครงแม่พิมพ์ “Die-Matic System” นี้ ก็เนื่องมาจากมีความต้องการรูปแบบของผลิตภัณฑ์ที่แตกต่างกันเพิ่มมากยิ่งขึ้น และรวมทั้งยังมีการพัฒนาทางด้านโลหะหรือวัสดุในด้านต่างๆ อย่างต่อเนื่องอีกด้วย จึงทำให้แนวโน้มของการผลิตชิ้นงานในอุตสาหกรรมปั๊มตัดเฉือน-ขึ้นรูปวัสดุมีการผลิตเป็นแบบที่ต้องการปริมาณน้อยๆ ในขณะที่มีความหลากหลายของผลิตภัณฑ์มากยิ่งขึ้น ดังนั้นการเปลี่ยน-ติดตั้งแม่พิมพ์โดยใช้เวลาน้อยที่สุดจึงกลายมาเป็นเรื่องที่สำคัญมากยิ่งขึ้นกว่าในอดีต สำหรับบริษัทฟุตะบะ (Futaba) ก็เป็นบริษัทหนึ่งที่ได้มีการพัฒนาระบบการเปลี่ยน-ติดตั้งแม่พิมพ์ด้วยความรวดเร็ว (Quick Die Change system) ที่เรียกว่า “Die-Matic” ซึ่งเป็นระบบที่ไม่ได้แต่เพียงทำให้เวลาในการเปลี่ยน-ติดตั้งแม่พิมพ์สั้นลงได้เท่านั้น แต่ยังได้ทำให้เกิดการพัฒนาวิธีการทำงานแบบดั้งเดิม นับตั้งแต่ขั้นตอนการออกแบบแม่พิมพ์ตัดเฉือน-ขึ้นรูปไปจนกระทั่งการผลิตเป็นชิ้นงานออกมา ด้วยการสร้างแม่พิมพ์เพียงเฉพาะส่วนใดๆ ที่จะสอดเข้าไปภายในชุดโครงแม่พิมพ์หรือดายเซ็ตแบบ “Die-Matic” ที่เป็นส่วนจับยึดเร็วซึ่งสามารถใช้ร่วมกันได้แต่เพียงเท่านั้นซึ่งวิธีนี้ได้ทำให้เกิดผลลัพธ์ที่ดีดังต่อไปนี้คือ
- ลดเวลาในการเปลี่ยน-ติดตั้งแม่พิมพ์ลงได้ถึง 33 เปอร์เซ็นต์
- ลดต้นทุนในการผลิตแม่พิมพ์ (แต่ละชุด) ลงได้ถึง 28 เปอร์เซ็นต์
- ลดน้ำหนักแม่พิมพ์ (แต่ละชุด) ลง เพราะว่าไม่มีชุดโครงแม่พิมพ์หรือดายเซ็ตประกอบเข้าไว้ด้วยกันกับส่วนของแม่พิมพ์ จึงช่วยให้การขนย้ายส่วนของแม่พิมพ์ทำได้ง่ายยิ่งขึ้น
- ลดขนาดแม่พิมพ์ (แต่ละชุด) ลง เพราะว่าไม่มีชุดโครงแม่พิมพ์หรือดายเซ็ตประกอบเข้าไว้ด้วยกันกับส่วนของแม่พิมพ์ จึงทำให้ประหยัดเนื้อที่ในการจัดเก็บแม่พิมพ์ได้
โดยในรูปที่ 6 จะแสดงเริ่มจากส่วนแม่พิมพ์ปั๊มที่เปลี่ยน-ติดตั้งได้เร็วที่อยู่ภายในดายเซ็ตแบบพิเศษ (ที่สามารถใช้งานร่วมกันกับแม่พิมพ์ได้หลายชุด) ที่ใช้สำหรับผลิตชิ้นงานรุ่นก่อนหน้าได้ผ่านการถอดออกไปแล้ว จากนั้นก็จะกดปุ่มสวิตช์ฉุกเฉินลงค้างไว้เพื่อความปลอดภัยในระหว่างปฏิบัติงาน แล้วใส่ส่วนแม่พิมพ์ปั๊มที่เปลี่ยน-ติดตั้งได้เร็วชุดบน-ล่างอันใหม่เข้าไปในตำแหน่งที่กำหนด จากนั้นก็ใช้ประแจรูปตัว “ที” แบบร่องหกเหลี่ยมหรือแบบหัวบ็อกซ์ ทำการขันยึดแม่พิมพ์ชุดบน-ล่าง รวมทั้งหมด 4 ตำแหน่ง หมุนบิดปุ่มสวิตช์ฉุกเฉินให้ดีดยกตัวขึ้นกลับสู่ตำแหน่งเดิมเพื่อที่จะทำการควบคุมเครื่องปั๊มให้ทำงานต่อได้ กดปุ่มเพื่อปรับเลื่อนความสูงปิดของเครื่องปั๊มหรือ “เพรสชัตไฮต์” ให้สูงขึ้นไว้ก่อนเพื่อป้องกันความผิดพลาด เปิดสวิตช์ให้มอเตอร์หมุน แล้วปิดให้คงหมุนอยู่ได้ด้วยแรงเฉื่อย เพื่อควบคุมให้การเลื่อนแรมลงมายังจุดศูนย์ตายล่าง (Bottom Dead Center) ได้ง่าย จากนั้นก็ควบคุมแรมหรือสไลด์ของเครื่องปั๊มให้ค่อยๆ เลื่อนลงที่ละน้อยที่เรียกว่า อินชิ่ง หรือ จ็อกกิ้ง (inching หรือ inch หรือ jogging หรือ jog) มาสู่จุดศูนย์ตายล่างด้วยความระมัดระวัง โดยอาศัยปุ่มกดหรือสวิตช์ควบคุมแบบสองมือ (two-hand operated push buttons หรือ two-hand control buttons) บิดสวิตช์กุญแจจากตำแหน่ง “off” ไปในตำแหน่ง “on” เพื่อยอมให้ปรับความสูงปิดได้ จากนั้นกดปุ่มปรับเลื่อนความสูงปิดของเครื่องปั๊มให้ลดลงมาเท่ากับความสูงปิดของแม่พิมพ์ หรือ “ดายชัตไฮต์” ของชุดที่เปลี่ยนเข้าไปใหม่ แล้วบิดสวิตช์กุญแจกลับคืนสู่ตำแหน่ง “off” เพื่อทำการจับยึดตำแหน่งนี้ไว้ เปิดสวิตช์ให้มอเตอร์หมุนทำงาน แล้วใช้สวิตช์ควบคุมแบบปุ่มกดสองมือบังคับแรมให้เลื่อนขึ้นสู่จุดศูนย์ตายบน (Top Dead Center) ปิดสวิตช์มอเตอร์ นำชิ้นวัสดุวางลงในแม่พิมพ์ เปิดสวิตช์มอเตอร์ และปรับความเร็วรอบของเครื่องปั๊มให้ตรงตามมาตรฐานของแม่พิมพ์นี้ บิดสวิตช์เลือกการเคลื่อนที่เป็นแบบ 1 ช่วงชัก (single stroke) แล้วกดปุ่มสวิตช์ควบคุมแบบสองมือ เพื่อควบคุมให้แรมเคลื่อนที่อย่างต่อเนื่องจากจุดศูนย์ตายบน เลื่อนลงมาปั๊มตัดเฉือนขึ้นรูปวัสดุเข้ากับแม่พิมพ์ชุดล่างทำให้เปลี่ยนรูปร่างกลายเป็นชิ้นงานที่จุดศูนย์ตายล่าง แล้วเคลื่อนที่ย้อนกลับไปหยุดอยู่ที่ตำแหน่งจุดศูนย์ตายบนอีกครั้ง จากนั้นก็นำชิ้นงานที่ได้ไปตรวจสอบคุณภาพก่อนที่จะเริ่มทำการผลิตชิ้นงาน ตามคำสั่งผลิตของล็อตขนาดเล็กนั้นๆ ต่อไป ซึ่งการติดตั้งแม่พิมพ์ตามตัวอย่างนี้ใช้เวลาประมาณ 2 นาทีเท่านั้น
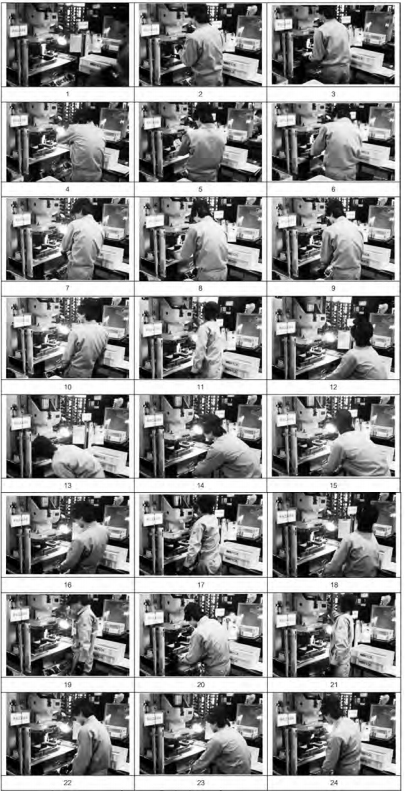
รูปที่ 6 การเปลี่ยน-ติดตั้งแม่พิมพ์ปั๊มที่เปลี่ยน-ติดตั้งได้เร็ว (QDC DIE SETUP) ภายในโรงงานผลิตจริงโดยผู้ปฏิบัติงานของบริษัท มะเอะดะ “MAEDA-TECHNICA KABUSHIKI GAISYA” ใช้เวลาประมาณ 2 นาที
ความแตกต่างระหว่างแม่พิมพ์ปั๊มแบบเปลี่ยน-ติดตั้งเร็ว (Quick Die Change type dies) ชนิดนี้ กับแม่พิมพ์ปั๊มตัดเฉือน-ขึ้นรูปแบบปรกติ (normal press die) ก็คือส่วนที่เรียกว่า ชุดโครงแม่พิมพ์หรือดายเซ็ต (die set) ซึ่งเป็นส่วนที่ไม่มีชิ้นส่วนใดๆ ของแม่พิมพ์ประกอบอยู่ด้วย แต่จะมีเพียงรูต่างๆ สำหรับใช้ประกอบร่วมกับหมุดกำหนดตำแหน่งเท่านั้น จึงทำให้แม่พิมพ์มีความกะทัดรัด และเสียค่าใช้จ่ายน้อยมาก นอกจากนี้ยังสามารถรองรับกับการปั๊มตัดเฉือนวัสดุที่บางๆ ซึ่งจะมีเคลียแรนซ์หรือช่องว่างระหว่างขอบคมตัดของพันช์และดายที่แคบมากได้อีกด้วย โดยจะยังคงรักษาความแม่นยำสำหรับการนี้ได้ด้วยการใช้แกนนำทางย่อย (sub-guide pin) เป็นตัวนำทาง และบังคับให้เคลียแรนซ์นี้คงเอาไว้ได้ในขณะที่พันช์เคลื่อนที่เข้าไปในช่องดายตัวเมียเพื่อตัดเฉือนแผ่นวัสดุที่บางนั้นการนำแม่พิมพ์ปั๊มแบบเปลี่ยน-ติดตั้งเร็วชนิดนี้มาใช้งาน นอกจากจะช่วยทำให้เวลาในการออกแบบและผลิตแม่พิมพ์ลดลงได้เป็นอย่างมากแล้ว ก็ยังสามารถทำการถอดเปลี่ยน-ติดตั้งเข้าไปใหม่ได้ง่ายและรวดเร็วเมื่อมีการนำแม่พิมพ์นี้ไปใช้ในการปั๊มตัดเฉือน-ขึ้นรูปชิ้นงาน จึงทำให้การดำเนินการผลิตมีประสิทธิภาพยิ่งขึ้น และช่วยให้การส่งมอบที่รวดเร็วกว่าเดิมกลายเป็นจริงขึ้นมาได้
บริษัทที่ได้มีการนำระบบการเปลี่ยนแม่พิมพ์อย่างรวดเร็วนี้มาใช้งาน ก็จะมีความสามารถในการรองรับกับการออกแบบ-สร้างแม่พิมพ์ และทำการผลิตชิ้นส่วนทดลองลักษณะต่างๆ ได้เป็นจำนวนมากและหลากหลายรูปแบบด้วยเวลานำในการผลิตเพียงสั้นๆ เท่านั้น และถึงแม้ว่าจะไม่มีพนักงานที่เชี่ยวชาญหรือมีความชำนาญอยู่เลยก็ตาม ระบบนี้ก็ยังช่วยทำให้สามารถผลิตชิ้นงานที่มีคุณภาพสูง แล้วก็ยังมีผลผลิตสูงมากกว่าปรกติได้ แม้ว่าจะต้องผลิตชิ้นงานที่มีความหลากหลายยิ่งขึ้นด้วยขนาดล็อตเล็กๆ หรือปริมาณชิ้นงานต่อล็อตไม่มากก็ตาม ดังลำดับขั้นตอนการทำงานอย่างง่ายโดยสรุปในรูปที่ 7
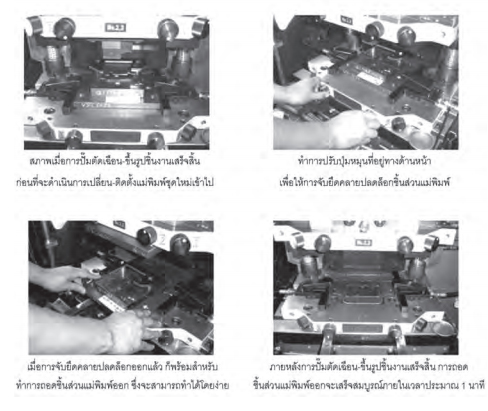
รูปที่ 7 ตัวอย่างขั้นตอนการถอดเปลี่ยนแม่พิมพ์โดยสรุปภายหลังจากสิ้นสุดการผลิตชิ้นงานรุ่นก่อนหน้าแล้ว ซึ่งจะทำการเปลี่ยนเฉพาะชิ้นส่วนแม่พิมพ์ที่อยู่ภายในดายเซ็ตเท่านั้น โดยบริษัท คะวะจิซังเงียว (KAWACHI SANGYOU KABUSHIKI GAISYA)
จากรูปที่ 7 เมื่อดำเนินการทำงานย้อนกลับลำดับการทำงานจากขั้นตอนที่ 4 ไปยัง 1 จนกระทั่งงานเปลี่ยน-ติดตั้งแม่พิมพ์อย่างรวดเร็วเสร็จสมบูรณ์ โดยเริ่มย้อนกลับจากขั้นตอนที่ถอดแม่พิมพ์ออกแล้วนำแม่พิมพ์ใหม่ติดตั้งเข้าไป ซึ่งจะใช้เวลาทั้งหมดโดยประมาณ 1 นาที ด้วยการกระทำเช่นนี้จึงมีนัยสำคัญที่ช่วยทำให้การติดขัดในลักษณะคอขวดระหว่างการปั๊มตัดเฉือน-ขึ้นรูปชิ้นงานลดลงไปได้ เนื่องจากสามารถลดเวลาในการเปลี่ยน-ติดตั้งแม่พิมพ์ลงได้เป็นอย่างมาก จึงทำให้สามารถส่งมอบชิ้นงานได้ภายในเวลาสั้นๆ รวมทั้งยังทำให้มีต้นทุนต่ำลงได้อย่างแท้จริงอีกด้วย
ข้อควรพิจารณาอีกอย่างหนึ่งก็คือเรื่องเวลานำ(lead time) ในการผลิตแม่พิมพ์สำหรับใช้ผลิตชิ้นงานซึ่งในบางสภาวะของการแข่งขันเพื่อเร่งจังหวะในการเปิดตัวทางการค้า เช่นการเปิดตัวของรถยนต์รุ่นใหม่ก่อนบริษัทคู่แข่ง เป็นต้น อาจทำให้มีความจำเป็นต้องเลือกใช้ทางเลือกที่จะผลิตแม่พิมพ์ปั๊มแบบเปลี่ยน-ติดตั้งเร็วนี้ โดยแยกทำการออกแบบและผลิตแม่พิมพ์ออกเป็นหลายๆ ชุด แทนการผลิตแม่พิมพ์แบบโปรเกรสซีฟว์เพียงชุดเดียว ซึ่งแม่พิมพ์แบบโปรเกรสซีฟว์นั้นจะต้องการเวลานำในการผลิตที่ยาวนานกว่า ซึ่งจะส่งผลกระทบเชิงลบที่สำคัญ คือจะทำให้การเริ่มการปั๊มตัดเฉือน-ขึ้นรูปผลิตชิ้นงานจากโลหะแผ่นทำได้ล่าช้ากว่าแล้วก็ทำให้การส่งมอบผลิตภัณฑ์ไม่ทันตามความต้องการของลูกค้าได้ ดังตัวอย่างต่อไปนี้ที่เปรียบเทียบเวลานำในการผลิตแม่พิมพ์ทั้งสองรูปแบบที่ใช้ในการผลิตชิ้นงานที่มีรูปร่าง-ลักษณะเดียวกัน แต่จะใช้เวลานำในการออกแบบกับการผลิตแม่พิมพ์ที่แตกต่างกันมาก
ดังนั้น การใช้แม่พิมพ์ปั๊มแบบเปลี่ยน-ติดตั้งเร็ว (Quick Die Change type dies) ที่ได้อธิบายมานี้ ก็ถือเป็นอีกแนวทางหรือทางเลือกหนึ่งในการนำไปประยุกต์ให้เหมาะสมสำหรับการผลิตชิ้นงานปั๊มตัดเฉือน-ขึ้นรูปโลหะแผ่นเพื่อเพิ่มประสิทธิภาพกับประสิทธิผลแล้วสร้างผลกำไรให้กับองค์กรของท่านที่ทำงานอยู่ต่อไปครับ
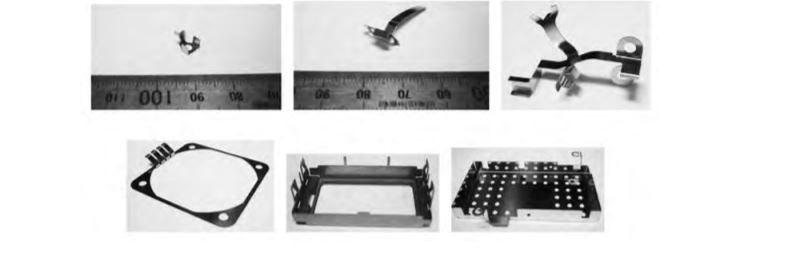
รูปที่ 8 ตัวอย่างลักษณะชิ้นงานที่เป็นชิ้นส่วนยานยนต์ อุปกรณ์ไฟฟ้าและอื่นๆ ซึ่งสามารถออกแบบและสร้างแม่พิมพ์ปั๊มแบบเปลี่ยน-ติดตั้งเร็วขึ้นมาใช้ในการผลิตภายในบริษัท คะวะจิซังเงียว (KAWACHI SANGYOU KABUSHIKI GAISYA) ได้
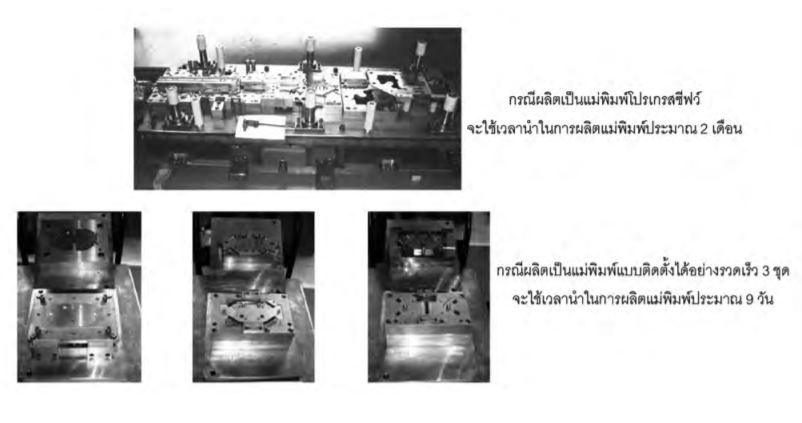
รูปที่ 9 เปรียบเทียบเวลานำในการผลิตแม่พิมพ์สำหรับปั๊มตัดเฉือน-ขึ้นรูปชิ้นงานเดียวกัน ระหว่างแม่พิมพ์แบบโปรเกรสซีฟว์จำนวน 1 ชุด และแม่พิมพ์ปั๊มแบบเปลี่ยน-ติดตั้งเร็วจำนวน 3 ชุด โดยบริษัท ทะคะงิเซซัคคุโชะ (TAKAGI SEISAKUSYO KABUSHIKI GAISYA)
แหล่งอ้างอิง :
1. Dai-ichi Denshi Kougyou Kabushiki Gaisya No Kensyuu Shiryou. 1992.(第一電子工業株式会社の研修資料)
2. http://jp.misumi-ec.com
3. http://www.kawachi-s.com
4. http://www.thefabricator.com
5. http://www.seiko-p.co.jp
6. http://maeda-technica.co.jp
7. http://www.toko-akita.co.jp
8. http://www.futaba.co.jp
9. http://www.press-giken.co.jp
10. http://www.takagi-mfg.co.jp
11. http://nakahata-ss.co.jp
.jpg)